Bemutatjuk, hogyan éri el a V3 infúziós tű gyártója az ipari infúzió végső pontosságát nanoméretű gyártási folyamatok révén
May 24, 2026
Bemutatjuk, hogyan éri el a V3 infúziós tű gyártója az ipari infúzió végső pontosságát nanoméretű gyártási folyamatokkal
A modern automatizált gyártásban a pontosság a hatékonyság és a minőség mérésének arany standardja. Amikor egy infúziós robot másodpercenként többszöri gyakorisággal mikro-szintű ízanyagokat fecskendez élelmiszerekbe vagy dohánytermékekbe, a végső hatás konzisztenciája teljes mértékben attól függ, hogy a tű hegye közvetlenül érintkezik az anyaggal. A V3 Infusion Needle gyártója tisztában van ezzel. Felemelték az infúziós tűk gyártását a makroszkopikus mechanikai feldolgozástól a fizikai forma mikrométeres, sőt nanométeres skálán történő abszolút ellenőrzéséig. Ez az irányítás a két alapvető precíziós gyártási folyamat tökéletes szinergiájával valósul meg - a szív-alakú esztergálás és a forgó kovácsolás. Ez a „precíziós” elvont fogalmát kifogástalan geometriai méretekké és felületi morfológiává alakítja minden egyes V3 tűn, és az automatizált gyártósort „sebészeti{10}}precíz működési képességekkel ruházza fel.
Első felvonás: Az alapítvány horgonya - "Absolute Benchmark" gyártás a szívből jövő forgatással
Az infúziós tű precíziós útja a géphez - a teljesen menetes hatszögletű talphoz csatlakozó „interfészével” kezdődik. Ennek az alkatrésznek az alapvető küldetése, hogy merev kapcsolatot hozzon létre nulla hézaggal és elhajlás nélkül, biztosítva, hogy a gép minden mikrométernyi mozgása pontosan, veszteség nélkül továbbítható legyen a tű hegyére. Ennek eléréséhez a gyártó a középső-vágási módszert választotta, és a japán Citizen Cincom L12-1M7 gépet alkalmazta, amely a „mikro-feldolgozás királyaként ismert”. A hagyományos esztergagépekkel ellentétben a megmunkálás során az orsó tartja a munkadarabot a nagy-sebességű forgás érdekében, miközben a szerszám erősen szinkronizált összetett mozgásokat hajt végre a Z-tengelyben (hosszirányú) és az X-tengelyben (radiális). Ez a munkamód három fő precíziós előnnyel jár, amelyek együttesen hatnak a V3 tű alapján.
Először is a páratlan koncentrikusság van.Mivel a külső kör, a menet és a homlokfelület megmunkálása teljes folyamata a munkadarab egyetlen beállításával történik, így teljesen elkerülhetőek a többszörös beállítás okozta halmozott hibák. Ez azt jelenti, hogy az alap forgási középvonala a folyamat során állandó marad, és a tűhegy koncentrikussága a későbbi hegesztések után alapvetően garantált, kiküszöbölve a befecskendezési pálya eltolódásából adódó eltérést.
Másodszor, ott van a végső méretstabilitás.A gyártó által beállított ±0,01 mm tűrés a hajszál átmérőjének egyhetede. Az L12-1M7 szerszámgép precíz szervovezérlő rendszerével, hődeformáció-kompenzációs technológiájával és ultramerev szerkezetével ezt a toleranciát valóra válthatja. Különösen a metrikus menetek megmunkálásánál szigorúan ellenőrzik minden egyes menet fogprofil szögét, menetemelkedését és átlagos átmérőjét, hogy biztosítsák a "sima" illeszkedést az injektálógép interfészével, és elméleti hézagok nélkül "szoros illeszkedés" érzetet érjenek el, ami az egyenletes nyomásátvitel és a szivárgás megelőzésének fizikai alapja. A ±0,1 fokos szögtűrés tökéletes illeszkedést biztosít a hatszög és a csavarkulcs között, csúszásmentes szoros rögzítést biztosítva.
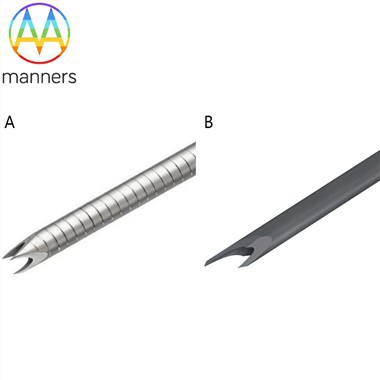
Végül ott van a rendkívüli felületi integritás.A Ra < 0,4 μm felületi érdesség esztergálás után nem csak azt jelzi, hogy erősen tükröződik. Mikroszkopikus szinten a simább menetoldalak alacsonyabb súrlódási együtthatót és egyenletesebb erőeloszlást jelentenek, hosszú távon csökkentve a kopást és minimálisra csökkentve a fémtörmelék képződésének lehetőségét. Ez a felületminőség előfeltétele a későbbi lézeres hegesztési és elektrolitikus polírozási eljárások tökéletes hatékonyságának.