A V3 befecskendező tű precíziós gyártási folyamatának elemzése – Hogyan hoz létre a Manners technológia az ipari automatizálás alapvető összetevőit
May 05, 2026
A gyorsan mozgó fogyasztási cikkek, például az élelmiszerek és a dohány automatizált gyártósoraiban az ízek és illatanyagok precíz befecskendezése kritikus láncszem, amely meghatározza a termék állandó minőségét. Az automatizált befecskendező robotok fő-végső eszközeként a V3 injekciós tű feladata a nyomokban lévő folyékony nyersanyagok (pl. illóolajok, növényi kivonatok, élelmiszer--minőségű illatanyagok) pontos eljuttatása a kijelölt hordozókhoz. Teljesítménye közvetlenül diktálja a befecskendezés pontosságát, hatékonyságát és megbízhatóságát. A nagy-precíziós fémmegmunkálás terén szerzett mélyreható szakértelemmel a Manners Technology teljes gyártási megoldást kínál ehhez az alapkomponenshez-a mikron-szintű formázástól a nanométeres-méretű felületmegmunkálásig-, amely nélkülözhetetlen precíziós gyártási partnerré válik a globális csúcsautomatizálási berendezések ellátási láncában.
I. Magfelépítés: Funkcionális integráció "kettős-lyukú tűhegyen" és "teljes-menetes hatszögletű alapon"
Bár kompakt, a V3 injekciós tű rendkívül integrált funkcionális alkatrész. Kialakítása az automatizált gyártás kulcsfontosságú pontjait kezeli: csatlakozási stabilitás, befecskendezési pontosság, tartósság és tisztaság.
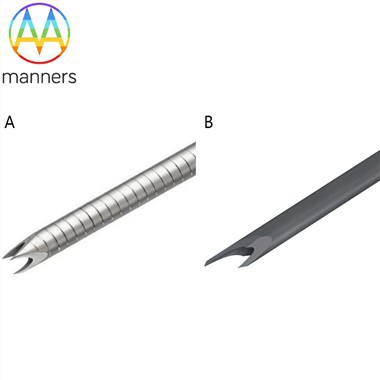
Teljes-menetes hatszögletű alapAz alap az ASME B1.21M szabványnak megfelelő meneteket tartalmaz, és hatszögletűre van megmunkálva. Ez a kialakítás kettős rögzítést tesz lehetővé: a menetek robusztus axiális szorítóerőt biztosítanak, míg a hatszögletű bajonett tökéletesen ellenáll a gép működése során keletkező torziós nyomatéknak. Ez megakadályozza a tű véletlen meglazulását vagy elfordulását működés közben, biztosítva az injekciós pont abszolút rögzítését-a mechanikai alapot az ismételt pozicionálási pontosság érdekében.
Kettős{0}}lyukú tűhegy kialakításEz képviseli a V3 tű technikai lényegét. Egyszerű egyetlen furat helyett a tűhegyen két szimmetrikus vagy speciálisan szögben elhelyezett mikro-lyuk található, amelyeket precíz számítással és megmunkálással alakítottak ki. Ez a kialakítás optimalizálja az áramlási mezőt a folyadék kiürítése során, biztosítva a befecskendezett folyadékok egyenletesebb eloszlását (különösen a nagy -viszkozitású kivonatok vagy illóolajok) és a stabil porlasztást vagy sugárzást. Kiküszöböli a csöpögést, a fröccsenést vagy az irányeltéréseket, amelyek gyakoriak az egy-lyukú kialakításoknál, jelentősen javítva a befecskendezés egyenletességét és irányíthatóságát.
II. Magformázási folyamat: a csúszó fejrész precíziós esztergálásának és a forgó simításnak a tökéletes kombinációja
A rozsdamentes acél rúdkészlet ilyen precíz komponenssé alakítása a Manners alapvető gyártási képességeitől függ.
Citizen Cincom L12-1M7 csúszófejes eszterga: A „mikroszobrász” az alaphozA hatszögletű alap megmunkálása a precíziós gyártás első akadálya. A Manners felveszi a japánokatCitizen Cincom L12-1M7 csúszófejű automata esztergakifejezetten karcsú tengelyekhez és kis{0}}átmérőjű alkatrészekhez tervezték. Fő előnyei a következők:
Ultra{0}}nagy pontosság: ±0,01 mm-es pozicionálási pontosság és ±0,1 fokos szögtűrés, amely biztosítja a menet pontosságát, a hatszögletű szimmetriát és az alap-tűcső-csatlakozási pontjának merőlegességét.
Egyszeri befogás, teljes feldolgozás: Másodlagos orsórendszerrel és több motoros szerszámmal felszerelve, minden folyamatot egy beállításban hajt végre-külső esztergálás, hatszögletű marás, fúrás, menetfúrás és vissza-alakítás. Ez kiküszöböli a másodlagos rögzítési hibákat, amelyek kritikusak a végtermék koncentrikusságának és geometriai tűrésének biztosításához. A keletkező felületi érdesség elériRa < 0,4 μmideális illeszkedési felületet biztosít a későbbi lézerhegesztéshez.
Kettő-Forgatószerszám: A „funkcionális” tűhegy formálásaA tűhegy kialakítása-különösen a kettős-lyukszerkezet-a forgó vágástól függ. Manners használ akét-szerszámos forgóvágó gép, amely két (vagy több) szerszámon keresztül működik, nagy sebességű,{0}}szinkronizált, kétirányú radiális kalapálást biztosítva, miközben a nyersdarab axiálisan forog és táplál.
Folyamat munkafolyamat: A rozsdamentes acél cső forog, és előrehalad a matricákon. A folyamatos kalapálás műanyag fémáramlást indukál, egyenletesen csökkenti a cső külső átmérőjét, növeli a falvastagságot, és fokozatosan zárja és kovácsolja a végét egy előre beállított csúcsformává.
Technikai előnyök:
Nagy pontosság és konzisztencia: Bonyolult csúcsgeometriákat alkot, kivételes ismételhetőséggel, egyenletes áramlási jellemzőket biztosítva minden tűn.
Kiváló fémszemcsés szerkezet: A swaging fenntartja a folytonos fémszálakat az alkatrész kontúrja mentén (ellentétben a megmunkálással, amely levágja a szálakat), így a hegyet nagyobb szilárdsággal és fáradtságállósággal ruházza fel.
Kettős{0}}lyukszerkezet megvalósítása: A precízen szabályozott fésülés révén két, a tervezésnek megfelelő, -kompatibilis mikro-lyuk pontosan lyukasztható vagy fúrható a csúcsformázás során vagy után.
III. Nagy-integritású illesztés: lézeres hegesztés és jelölés
A külön megmunkált alap és tűhegy integrálása olyan összekapcsolási eljárást igényel, amely nagy szilárdságot, minimális deformációt és tisztaságot biztosít. Manners válogatlézeres hegesztés.
Nagy energiasűrűség, minimális hőhatás: A fókuszált lézersugár ezredmásodperc alatt lokálisan megolvasztja és megolvasztja a fémet. A koncentrált hőbevitel rendkívül kis hőhatású zónát eredményez, ami elhanyagolható hegesztési deformációt biztosít, és megőrzi a tű eredeti pontosságát és mechanikai tulajdonságait (különösen a finom hegyét).
Nagy hegesztési szilárdság, nincs töltőanyag: A lézeres hegesztések nagy mélység-/-szélesség arányt kínálnak, szilárdságuk pedig jellemzően megegyezik az alapfémmel. Autogén hegesztési folyamatként nincs szükség töltőhuzalra, ami megakadályozza a szennyeződések bejutását, és biztosítja az élelmiszer- és gyógyszeripari alkalmazásokhoz -kritikus összetevők tisztaságát.
utó{0}}hegesztés,lézeres jelöléstartósan a "V3" azonosítót gravírozza az alapra. Ez az érintésmentes jelölési módszer kopás- és korrózióálló, így állandó nyomon követhetőséget biztosít a termék számára.
IV. Teljesítmény- és életciklus-biztosítás: A felületkezelés „trilógiája”.
Az élelmiszeripar összetett környezetet foglal magában, ahol savaknak, lúgoknak, sóknak, olajoknak és egyéb közegeknek van kitéve. A felületkezelés ezért kritikus fontosságú a V3 injekciós tű hosszú távú megbízható működése és a higiéniai előírások betartása szempontjából.
Elektropolírozás(ASTM B912 szabvány szerint) Az alkatrész anódként működik egy elektrolitoldatban, ahol az elektrolitikus feloldás elsősorban a mikroszkopikus felületi kiemelkedéseket távolítja el (nagyobb áramsűrűségű területek). Ez a folyamat három fő előnnyel jár:
Tükörsimaság: Jelentősen csökkenti a felületi érdességet a tükörfényezés érdekében. A sima belső lumen minimalizálja a folyékony maradványokat és a mikrobiális növekedést; a sima külső felület megkönnyíti a tisztítást és csökkenti a kereszt-szennyeződés kockázatát.
Mikro-hiba eltávolítás: Megszünteti a megmunkálásból származó mikro-sorját és repedést, növelve a kifáradási szilárdságot.
Javított korrózióállóság: Egyöntetűbb, króm{0}}gazdag passzív filmet képez, amely megalapozza a későbbi passziválást.
PassziválásAz elektropolírozott alkatrészeket citromsav vagy salétromsav oldatba merítik. Ez eltávolítja az összes szabad vasiont a felületről, és elősegíti a teljes króm-oxid védőréteg kialakulását a rozsdamentes acélon. Ez az inert passzív fólia az elsődleges gát az elektrokémiai korrózió (rozsdásodás) ellen, hosszú távú stabilitást biztosítva nedves és klórtartalmú környezetben.
Ultrahangos tisztításMinden megmunkálási és kezelési folyamat után végső mélytisztításra kerül sor. A nagy-frekvenciás hanghullámok (40 000 Hz) "kavitációt" generálnak a tisztítóoldatban, mikro-buborékokat hozva létre, amelyek összeesnek és lökéshullámokat bocsátanak ki. Ezek behatolnak az alkatrész minden résébe és mikropórusába, hatékonyan eltávolítva a zsírt, a polírozószer-maradványokat, a fémrészecskéket és egyéb szennyeződéseket. Az eredmény egy olyan termék, amely megfelel az orvosi/élelmiszer-{7}}tisztasági szabványoknak.
V. Minőségellenőrzés a folyamat során
A Manners termelési rendszere a kettős minőségirányítási keretek között működikISO 9001:2015 és ISO 13485. A minőség-ellenőrzés nem egy utolsó lépés, hanem minden szakaszba beépül: az anyagtanúsítványok ellenőrzése a nyersanyag bejutásakor, a folyamat közbeni méretellenőrzés esztergálás és vágás után (csapmérők, féknyergek és vetítők segítségével), a lézeres hegesztések roncsolásmentes tesztelése, valamint a tűhegy és a kettős lyuk végső nagyított ellenőrzése. Minden folyamatparamétert érvényesített, dokumentált munkautasítások szabályoznak; minden tételhez mellékeljük a teljes, nyomon követhető gyártási nyilvántartást.
Következtetés
A V3 injekciós tű gyártási útja egyetlen rozsdamentes acél rúdból kiinduló „átalakítás”, amelyet számos élvonalbeli precíziós folyamat tesz lehetővé. A nagy-precíziós csúszófej-esztergálás, a korszerű forgó simítás, a tiszta lézeres hegesztés és a tudományos felületkezelés zökkenőmentes integrálásával a Manners Technology nemcsak fizikai alkatrészt, hanem megbízható végfelhasználót is hozott létre, amely megfelel az Ipar 4.0 automatizált gyártás szigorú követelményeinek a pontosság, megbízhatóság és tisztaság terén. Nem csupán egy illatanyag-befecskendező eszköz, hanem egy mikrokozmosz, és Kína precíziós gyártási képességeinek bizonyítéka a csúcskategóriás ipari alkatrészek ágazatában.